プロローグ:EV生産の「常識」が塗り替えられる
世界中のメーカーがテスラの「ギガキャスト(巨大な一体成型)」を真似ようと躍起になっています。しかし、我らがトヨタは、そのさらに先を行く**「匠(たくみ)キャスト」**とも呼ぶべき独自の進化を遂げていました。
テスラが巨大なプレス機で「物量」の勝負を仕掛けてくるのに対し、トヨタは「知恵」と「デジタル」で、生産現場からコンベアすら消し去ろうとしています。今回は、次世代EV投入に向けて動き出したトヨタの**「モノづくり革命」**の深層に迫ります。
そもそも、なぜ今ギガキャストなのか。従来の自動車ボディは、プレスで成型した鉄板パーツを数百点にわたって溶接・接合することで作られていました。熟練工が何日もかけて積み上げていく、この伝統的な工法は確かに品質が高い一方で、工程数・部品点数・設備投資のどれもが膨大になるという宿命を持っていました。
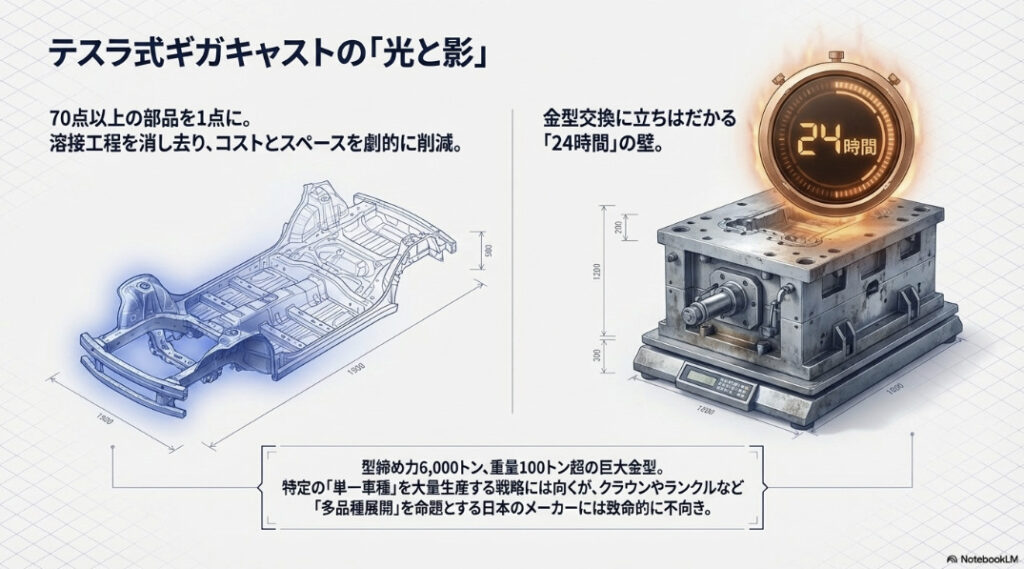
テスラはこの常識をイタリア製「ギガプレス」で打ち破りました。モデルYのリアアンダーボディを、かつて70点以上あったパーツからわずか1点のアルミ一体鋳造品に置き換えたのです。部品点数が激減すれば、溶接の工程が消え、工場のスペースが空き、製造コストが劇的に下がる。これが世界に衝撃を与えたギガキャスト革命の本質でした。
しかし、「テスラがやった=最善手」ではありません。テスラの方法には、自動車業界の玄人なら誰でも気づく致命的な弱点が隠されていました。その弱点にトヨタがどう挑んだのか——それがこの記事のテーマです。
ギガキャストの「影」を知る:テスラ方式が抱える構造的な問題
ギガキャストの弱点を理解するためには、まずその技術的な背景を整理する必要があります。
一般的なギガキャスト向けの金型は、型締め力6,000トン以上の巨大なダイカストマシンに取り付けられて使用されます。溶融したアルミ合金を高速・高圧で金型に射出し、わずか十数秒で700℃から250℃へと急冷して固める。そして金型を開いて一体成形された巨大部品を取り出す——その工程自体はシンプルです。しかし問題は、この金型の「交換」にあります。
通常、ギガキャスト用の金型は定期的なメンテナンスと交換が必要です。中国や欧米の先行メーカーが導入している金型は、組み合わせると重量が100トンを超えるものも珍しくありません。これだけの巨大部品を交換しようとすれば、当然ながら多大な時間と手間がかかります。業界標準として、型交換には約24時間が必要とされていました。
24時間の停止は、生産ラインにとって何を意味するのか。それは単純に「1日分の生産がストップする」ことを意味します。さらに深刻なのは、多品種展開に対応できないという問題です。テスラのように「モデルYを大量に」という戦略であれば、金型交換の頻度を最小限に抑えることができます。しかし、クラウン、ランドクルーザー、ハイエースと多彩な車種を持ち、市場のニーズに応じてラインアップを柔軟に変更する日本の自動車メーカーにとって、金型交換に1日以上かかる方式は現実的ではありません。
「ギガキャストは多品種生産に向かない」——これが、業界における長年の「常識」でした。
しかしトヨタは、この常識そのものを疑いました。
テスラが数日かかる交換を「20分」で。トヨタの独自特許
分割型の金型:トヨタが握る秘密の構造
トヨタが独自開発で辿り着いたのは、驚きの発想でした。
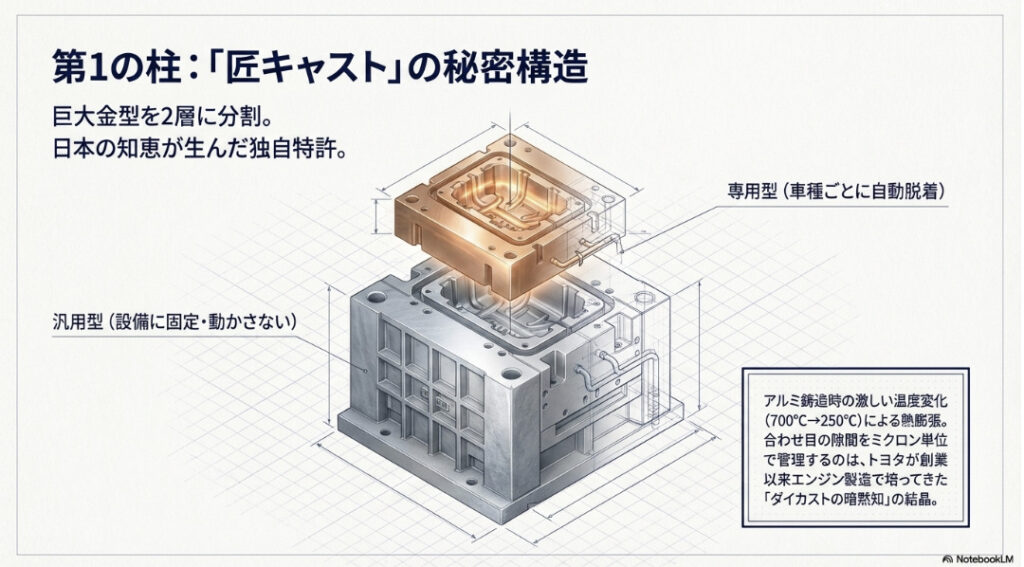
一般的なギガキャストが、ひとつの巨大な金型ユニットをまるごと交換する方式を採るのに対し、トヨタは金型を**「汎用型」と「専用型」の2層構造**に分割しました。設備に設置したまま動かさない大きな外枠(汎用型)の中に、車種ごとに形状が異なるコンパクトな「専用型(入れ子)」をはめ込むという構造です。型交換の際には、巨大な外枠はそのままに、内側の専用型だけを自動脱着する仕組みを実現したのです。
これは言葉にすれば単純に聞こえますが、その実現には長年にわたる鋳造技術の蓄積が必要でした。金型はアルミを流し込む際に生じる熱で膨張し、冷えると収縮します。この微妙な温度変化の中で、汎用型と専用型の「合わせ目」の隙間寸法をミクロン単位で管理しなければ、専用型が外れなくなったり、製品に欠陥が生じたりする可能性があります。
トヨタがこの問題を解決できた背景には、創業以来のエンジン製造で培ってきたダイカストや低圧成形の知見の蓄積があります。「金型の匠の技」とも呼ぶべきこの精度管理は、一朝一夕に身につくものではなく、まさに日本のモノづくりが長年積み上げてきた暗黙知の結晶です。
「20分以下」が生み出す多品種少量生産の可能性
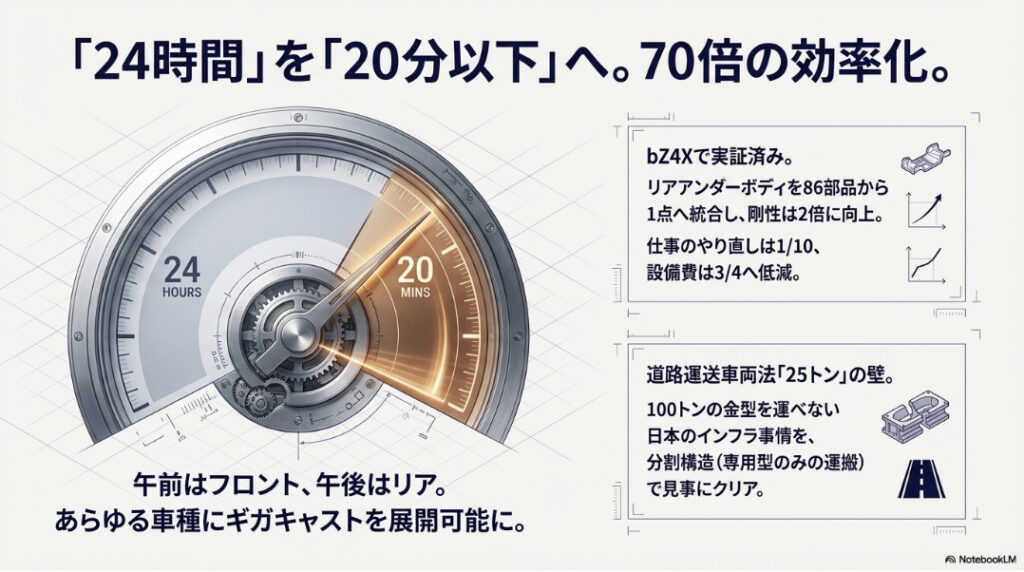
この分割方式により、トヨタは型交換に必要なリードタイムを約20分以下にまで短縮することに成功しました。これは業界標準の24時間と比べて、実に70倍以上の効率化です。
この数字は、単なるスピード自慢ではありません。1時間に何度でも型を交換できるということは、理論上、午前にフロントアンダーボディ用の型で成形し、午後にリアアンダーボディ用の型に切り替えるような柔軟な生産が可能になるということです。
さらに、製造リードタイムの短縮と不良・手直しのムダの削減により、仕事のやり直しは従来比10分の1、製作リードタイムは2分の1、設備費は4分の3に低減されたとトヨタは発表しています。
「ギガキャストは多品種生産に向かない」という世界の常識を、日本の知恵が覆した瞬間です。これにより、トヨタは高品質な一体成型を、あらゆる車種に展開する準備を整えました。
bZ4Xで実証済みの一体成型効果
トヨタがすでにギガキャストの効果を実証した事例がEV「bZ4X」です。このモデルのリア部分では、従来は86点の板金部品で構成されていたリアアンダーボディが、ギガキャストによって1点のアルミ一体成型品に置き換えられました。同時に、剛性は2倍に向上しています。
部品点数が激減することで、溶接工程が丸ごと消えます。品質のバラつきが生じやすい溶接箇所がなくなれば、完成品の信頼性も一段と高まる。ギガキャストが単なる「量産コスト削減策」ではなく、品質向上策でもある理由がここにあります。
日本ならではの事情:分割化が必要だったもう一つの理由
実は、トヨタが金型の分割構造を採用した背景には、もうひとつ見落とせない理由があります。それは日本の道路インフラの問題です。
中国や欧米では、100トンを超える重量物でも比較的容易に輸送できる軍事用規格の道路が整備されており、許認可申請も容易です。しかし日本では、道路運送車両法の規制により、25トン以上の重量物を輸送するには特別な許可申請が必要となります。100トン超の巨大金型を日本国内で扱うことは、現実的にほぼ不可能に近い状況です。
つまりトヨタの分割型金型は、「既存の設備を最大限に活用しながら日本の制約をクリアする」という現実的な要請と、「多品種を素早く切り替えたい」というトヨタ生産方式(TPS)の哲学が融合して生まれた、極めて日本的な解法なのです。
コンベアが消える。車が自分で歩く「コンベアレス工場」
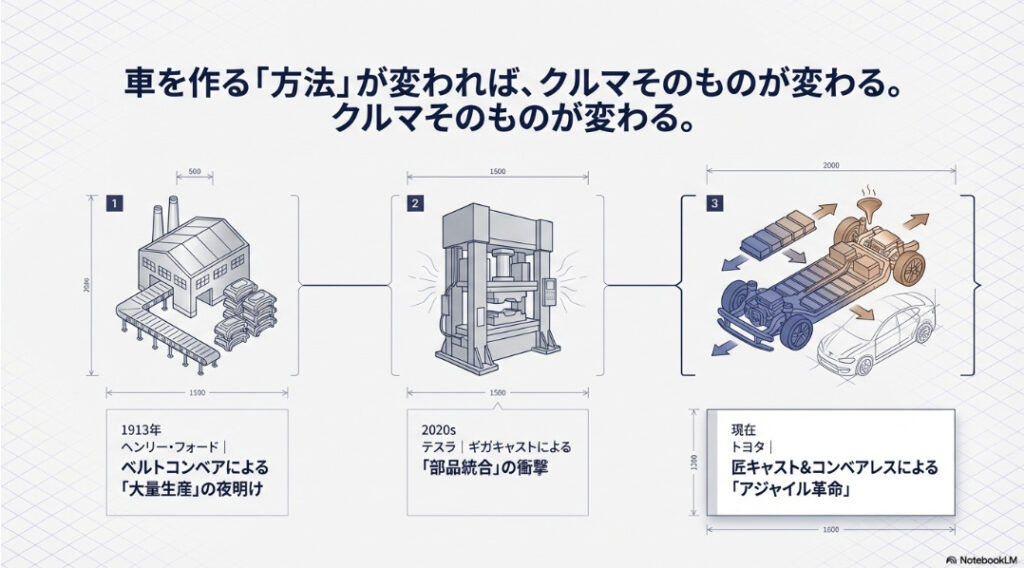
従来の自動車工場といえば、重厚なコンベアの上を車体が流れていく光景が当たり前でした。フォードがT型フォードの大量生産に初めて導入したベルトコンベア方式は、それ以降100年以上にわたって自動車製造の「絶対的な常識」であり続けました。しかし、トヨタの次世代EVラインには、そのコンベアが存在しません。
モジュラー生産:3分割が生む「革命的な効率」
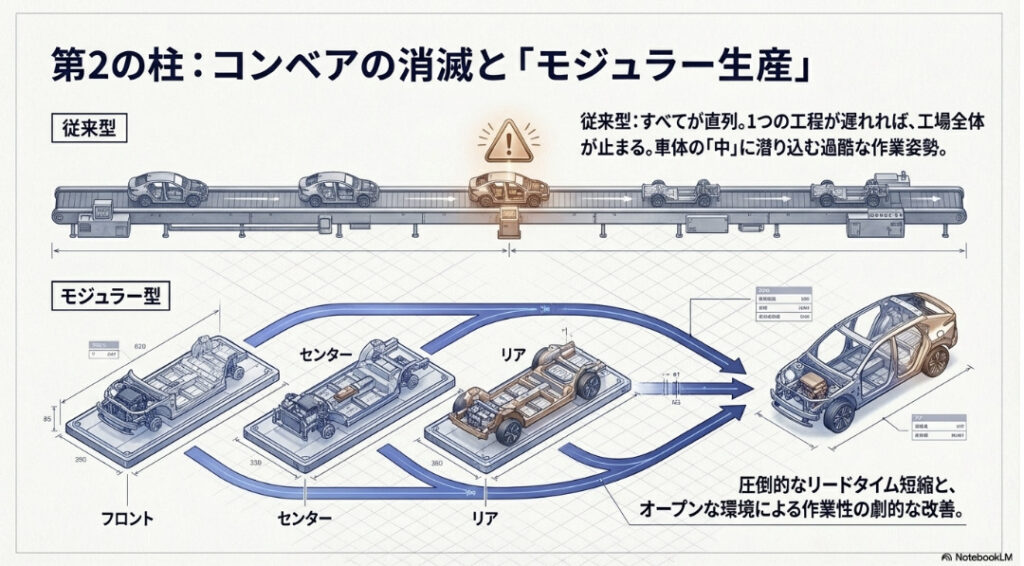
トヨタの次世代BEV生産ラインが採用するのは、「モジュラー生産」という方式です。車体をフロント・センター・リアの3つのモジュールに分割し、それぞれを並行して組み立てた後、最終的に1台の完成車に統合します。
この方式がもたらす最大のメリットは、並列処理による圧倒的なリードタイム短縮です。従来の直列ライン方式では、すべての工程が一本の流れで直列につながっており、ひとつの工程で時間がかかれば全体が止まっていました。しかしモジュラー方式なら、フロントの組み立てとリアの組み立てが同時並行で進み、それぞれが最適なペースで作業できます。
さらに重要なのは、作業環境の劇的な改善です。従来の箱型モノコックボディでは、作業者が車体内部に入り込んでインストルメントパネルやシートを取り付けるという、姿勢的にも視認性的にも過酷な作業が求められていました。モジュラー生産では、オープンな環境で各モジュールに外側からアクセスできるため、作業性が飛躍的に向上します。
自走する車:組立途中の車が「意思」を持つ
トヨタの次世代BEV生産ラインで最も衝撃的な光景のひとつが、「自走組立ライン」です。
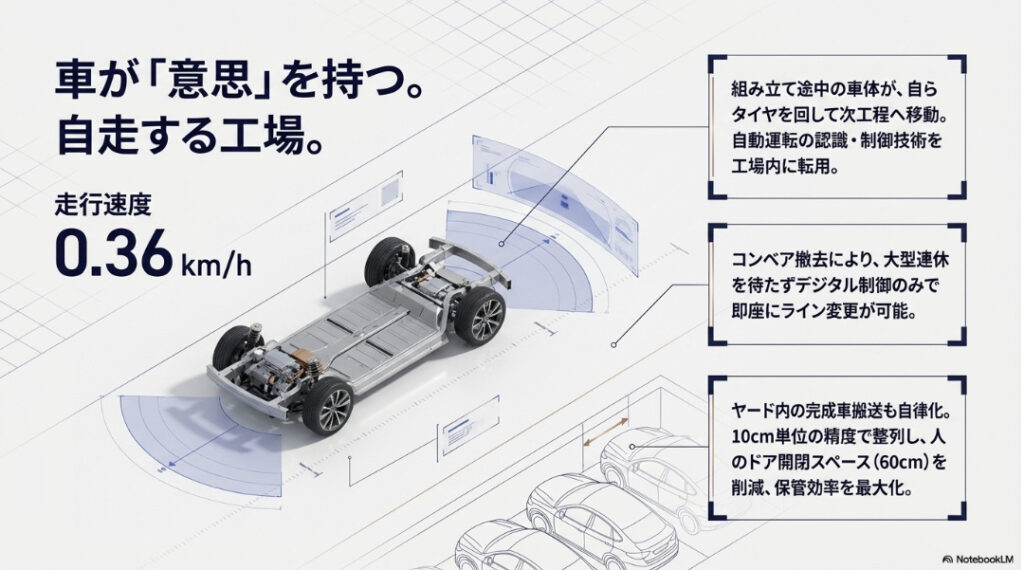
フロント・センター・リアの3つのモジュールが接合されてタイヤが装着された瞬間から、その車体は自らタイヤを回して次の工程へと移動します。人が押すのでも、コンベアに乗るのでもなく、まるで意思を持つかのように工場内をゆっくりと走り続ける——この光景は、自動車工場の100年の歴史を塗り替えるものです。
実現の鍵は、トヨタが自動運転車開発で長年積み上げてきた認識技術と制御技術の転用にあります。工場内に設置されたカメラやセンサーが車体の位置を把握し、ステアリング・ブレーキを自動制御しながら極低速(時速0.36km程度)での安定した走行を実現しています。この技術はすでに愛知県豊田市の元町工場で一部の溶接工程に実装されており、量産ライン向けの技術検証が進んでいます。
トヨタ公式の発表によれば、自走搬送は元町工場で実用化済みで、「自動運転開発で培ってきた制御技術と、工場に設置されたセンサーによる人・車・環境の認識技術を組み合わせて実現した」とされています。
固定概念を壊す「レイアウトの自由」
コンベアがないということは、工場のレイアウトをいつでも自由に変更できることを意味します。
従来のコンベア方式では、ラインの大幅な変更は大型連休中にしか実施できませんでした。コンベアの設置・撤去に膨大な設備投資と時間が必要だったからです。しかしコンベアレス方式なら、AGV(無人搬送車)のルートをデジタル制御で変更するだけで、ラインのレイアウトを短期間で組み替えられます。
設備投資を大幅に削減し、新型車の投入リードタイムを年単位で短縮する。この機動力こそが、変化の激しいEV市場における日本の武器になります。トヨタの目標は、この新モジュール構造と自走生産によって「工程と工場投資を2分の1」にすることです。
VLRロボット:ヤードも「自律化」の波が押し寄せる
コンベアレス化は、工場内の組立ラインだけにとどまりません。完成車を工場ヤード内で保管・搬送する作業にも、自律化の波が及んでいます。
元町工場では**VLR(Vehicle Logistics Robot)**と呼ばれる車両搬送ロボットが導入されています。このロボットは車体の床下に潜り込み、タイヤ4輪を持ち上げて最大時速10kmで走行。GPSによる高精度な自律走行で、10cm単位の精度でヤード内の指定場所に車両を整列させます。
人がドア開閉のために必要だった60cmの間隔が不要になるため、同じスペースに従来より多くの車両を配置できるというメリットも生まれました。人手不足と労働環境改善という現場の課題を、デジタル技術で解決するトヨタの「現場視点」が光ります。
デジタルで設計し、匠の技で効率化する「日本のお家芸」
トヨタの強さは、単に自動化することではありません。熟練の職人が持つ「感覚」をデジタル化し、AIに学習させる**「デジタルツイン」**の活用にあります。
匠の指先をAIが再現する:NVIDIA Omniverseとの融合
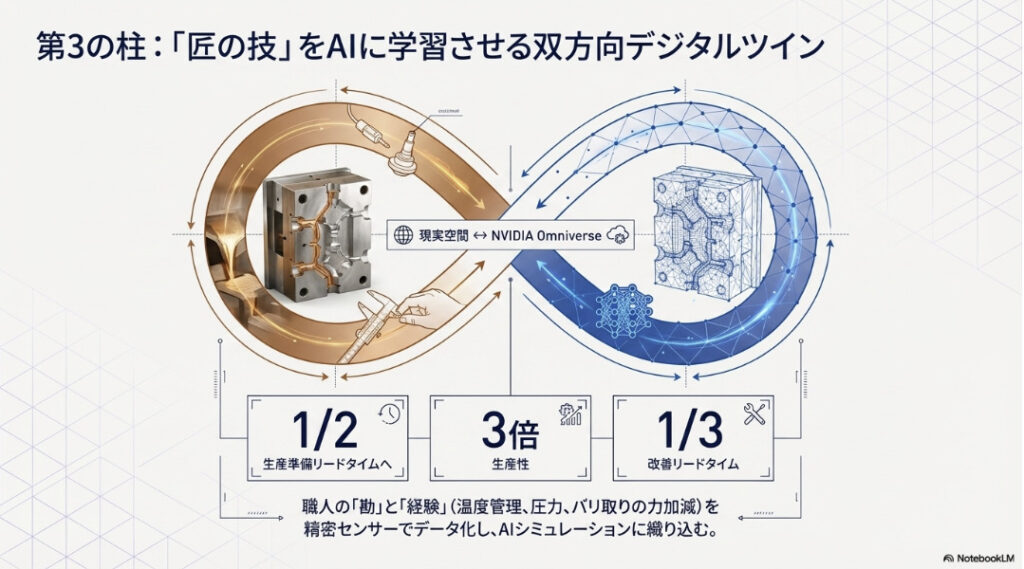
「デジタルツイン」とは、現実世界をデジタル空間上に双子(ツイン)のように再現し、シミュレーションや最適化に活用する技術です。トヨタはNVIDIAが提供するOmniverseプラットフォームを活用し、製造ラインの全工程をデジタル空間に精密に再現する取り組みを加速させています。
特に注目すべきは、この技術による匠の技のデータ化です。
アルミを流し込む際の微妙な温度管理や圧力のかけ方、バリ取りの力加減——これまでは職人の「勘」と「経験」にしか頼れなかった領域を、トヨタは精密なセンサーでデータ化しました。ギガキャストの解析技術には、エンジンブロックなどの量産で蓄積してきた知見を反映した独自開発のシミュレーションソフトを活用しています。良品をつくるための条件や計算方法には、熟練工の技能も数値化して織り込まれており、これにより不良品の発生を未然に防ぎます。
トヨタの生産CPO(Chief Production Officer)である新郷和晃氏は「デジタルツインの力で、生産準備に要するリードタイムを2分の1にする」と宣言しています。
双方向デジタルツインが生む「改善の速度革命」
トヨタが採用するのは、単に現実を映し出すだけの「一方向のデジタルツイン」ではありません。デジタル空間での改善がリアルの現場にフィードバックされ、現場の変化が再びデジタルに反映される——この双方向型のサイクルこそが、改善スピードを飛躍的に加速させます。
貞宝工場の金型・設備部品加工設備では、従来は人手に頼っていた材料投入などの作業を、3Dモデル上で改善・自動化したうえで実際の設備に反映させた結果、生産性3倍・改善リードタイム3分の1を達成しました。
さらに、元町工場で開発された新工程やラインづくりのノウハウは、デジタルツイン化されているため、世界中のどの工場にも即座に展開できます。元町工場は1959年の創業以来、トヨタの「元・町工場」として日本のモノづくりの原点でしたが、いまや世界のモノづくりを変革するデジタルの発信地へと進化しています。
技能伝承のDX:ARで「見えない技」を伝える
熟練工が持つ技術は、言葉や文章ではなかなか伝えられない「暗黙知」です。トヨタはこの問題をAR(拡張現実)技術で解決しようとしています。
熟練者の動きをセンサーで記録し、デジタル化した後に訓練機でAR映像として再現することで、若い技術者が「目の前で匠の技を見ながら」習得できる仕組みを構築しました。「モノづくりは人づくり」というトヨタの理念が、デジタル技術と融合した瞬間です。
人間中心の自動化:「人がいらない工場」ではなく
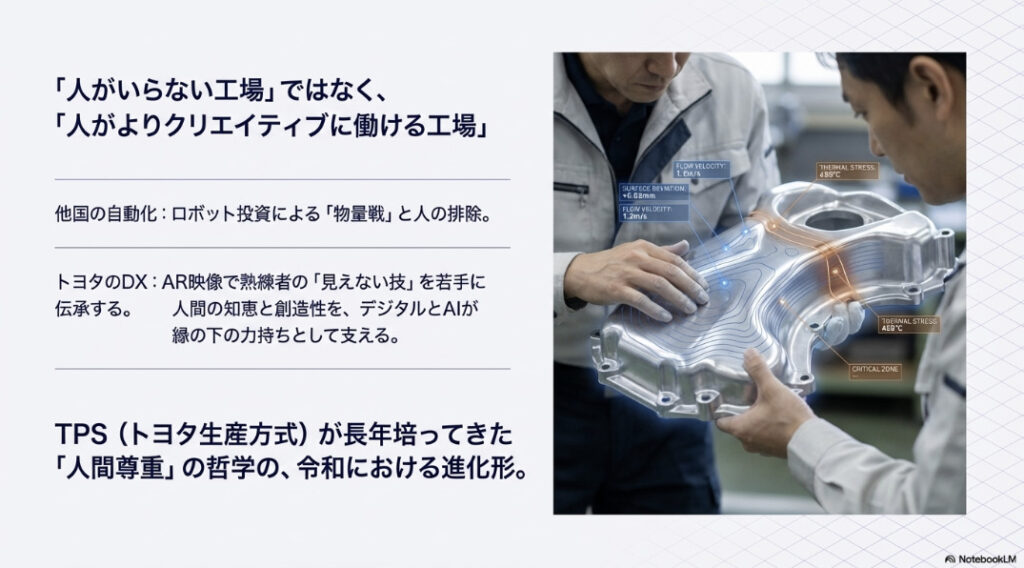
ここで強調しておきたい重要な点があります。トヨタが目指すのは「人がいらない工場」ではありません。「人が楽に、よりクリエイティブに働ける工場」です。
自走ラインによって作業者が車体内部に入り込む必要がなくなり、無理な姿勢での作業が根絶される。匠の技をAIが支えることで、熟練工でなくても高品質な製品を作れるようになる。この「人間味のあるDX」こそが、大量のロボット投資だけで「自動化」を進める他国の方式と根本的に異なるポイントです。
人間の創造性と匠の知恵を最大限に活かしながら、デジタルとAIが「縁の下の力持ち」として支える——この設計思想は、トヨタ生産方式(TPS)が長年培ってきた「人間尊重」の哲学の延長線上にあります。
LF-ZCとギガキャスト:「最高のEV」を最高の工程で

トヨタがこれらすべての技術を結集して投入するのが、レクサスブランドの次世代EV「LF-ZC(Lexus Future Zero-emission Catalyst)」です。
LF-ZCは流線形で車高の低いクーペタイプのBEVで、フロントとリアのアンダーボディにギガキャストを採用。車体を3分割にしたモジュール構造で組み立てられ、自走ラインを移動しながら完成車へと仕上がります。搭載される次世代電池は、現行のbZ4Xに比べてコストを約2割削減しつつ、急速充電時間をSOC10〜80%で20分以下に短縮する目標を掲げています。
また、車載基本ソフトウェア「アリーン(Arene)」を搭載することで、ソフトウェアアップデートによって購入後も機能を拡充できる「ソフトウェア定義の車(SDV)」を実現します。
ただし、最新の報道によれば、次世代EVの量産開始時期は、ギガキャストや新OSといった新技術の開発課題を慎重に解決するため、当初の2026年末から2027年半ばに延期される方向で調整が進んでいます。これは後退ではありません。世界でEV市場が減速する中、開発期間に余裕を持たせてでも「完璧な完成度」で出す——それがトヨタの揺るぎない判断です。
テスラ vs トヨタ:「物量」と「知恵」の根本的な違い
ここで改めて、テスラとトヨタのアプローチの根本的な違いを整理してみましょう。
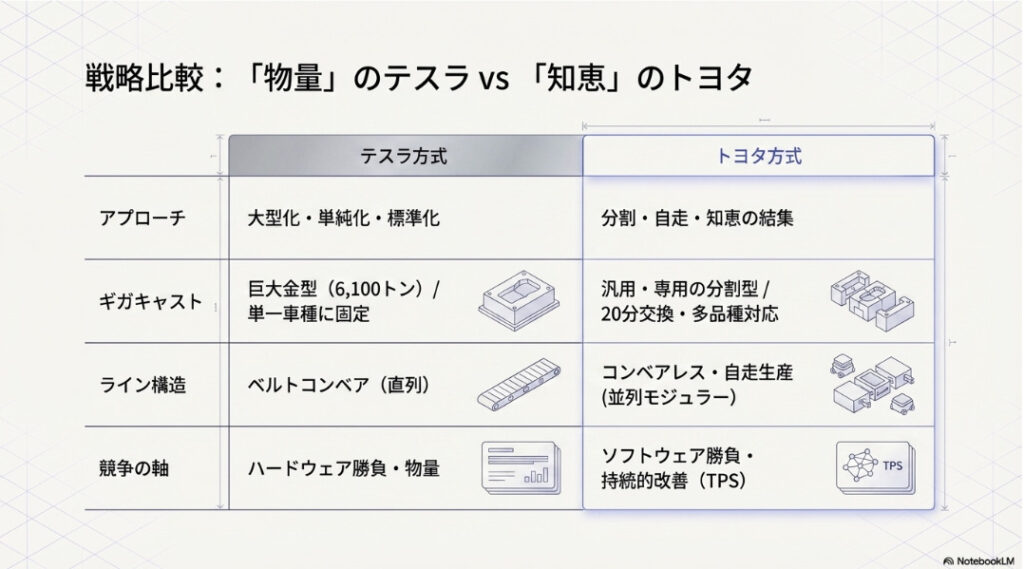
テスラの戦略は「大型化・単純化・標準化」です。可能な限り大きなプレス機で、可能な限り大きな部品を、可能な限り少ない工程で作る。型締め力6,100トンのギガプレスで2個の金型だけでリアとフロントのアンダーボディをまかなう。そのシンプルさは圧倒的ですが、多品種への対応が難しく、工場全体が特定の車種に「固定」される柔軟性の低さが潜在的なリスクです。
一方、トヨタの戦略は「分割・自走・知恵の結集」です。金型を汎用部と専用部に分け、20分で切り替えられるようにする。コンベアをなくし、車自身が走る。職人の暗黙知をデータ化してAIに学ばせる。これらはすべて、「ジャスト・イン・タイム」と「カイゼン」というTPS(トヨタ生産方式)の哲学が令和の時代に進化した姿です。
物量で圧倒するテスラ方式は「ハードウェア勝負」、知恵とデジタルで磨くトヨタ方式は「ソフトウェア勝負」とも言えます。そして長期的に見れば、柔軟性と持続的改善能力を持つ側が最後に笑う——それが自動車業界のプロとしての筆者の見立てです。
結び:モノづくりの主導権を取り戻す、日本の挑戦
「日本しか勝たん」。その言葉を確信に変えるのが、トヨタが開発を続ける一連の次世代EV生産技術です。
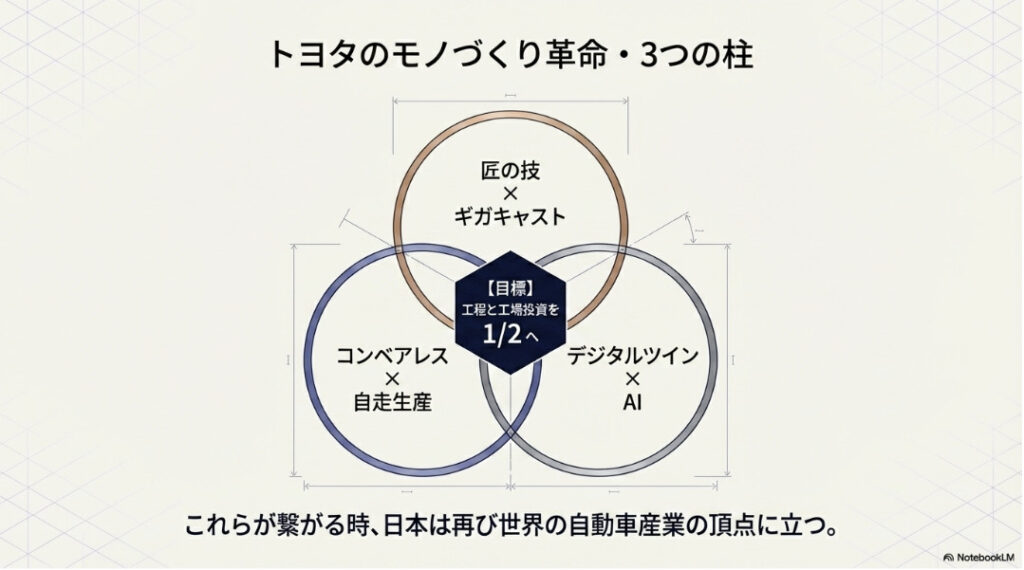
整理すると、トヨタが構築している「モノづくり革命」は3つの柱で成り立っています。
① 匠の技×ギガキャスト:
金型を汎用型と専用型に分割し、型交換を20分以下で行う独自設計。TPSに根ざした「ムダ取り」の精神が、世界の常識を塗り替えた。
② コンベアレス×自走生産:
組立途中の車体が工場内を自走する「生きた工場」。モジュラー生産との組み合わせで工程と工場投資を2分の1にする革命。
③ デジタルツイン×AI×匠の技:
熟練工の「暗黙知」をデータ化し、AIとシミュレーションで無限に再現・改善する知識の循環。デジタルが「人」の代わりではなく、「人の技」を支える存在として設計されている。
そして、これらすべての点が繋がった時、日本は再び世界の自動車産業の頂点に立つでしょう。テスラの物量を、日本の「匠の知恵」が凌駕する。その逆転劇を、共に見届けましょう。
自動車業界の現場に身を置くプロとして言い切れることがあります。クルマを作る「方法」が変われば、クルマそのものが変わる。 そしてトヨタが今取り組んでいる変革の規模と深さは、ヘンリー・フォードがベルトコンベアを発明して以来、最大の製造革命に匹敵するものです。
参考情報:本記事はトヨタ公式グローバルニュースルーム(トヨタモノづくりワークショップ2023)、トヨタイムズ、日経クロステック、日経ビジネス、金型しんぶんONLINEなど複数の情報源を基に構成しています。